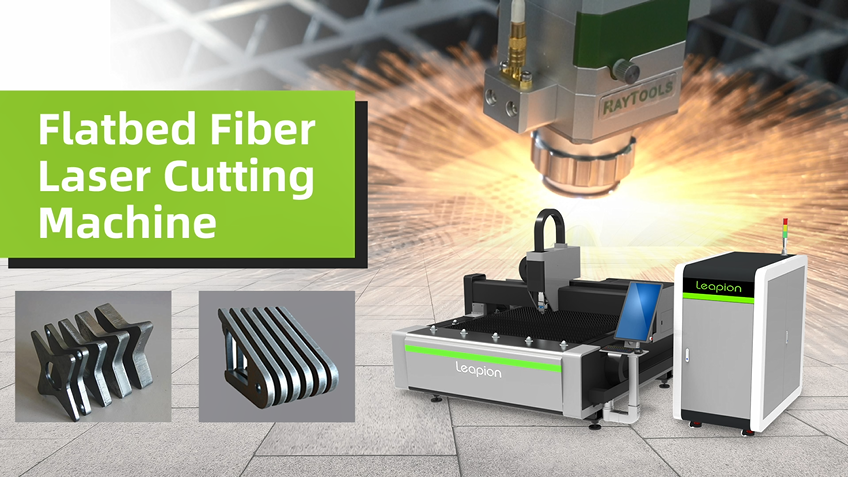
우리 모두가 알고 있듯이,레이저 커팅 머신전통적인 판금 펀칭 방법이 점차적으로 교체되었습니다. 레이저 절단기의 처리 섹션이 부드럽고 언제든지 직경을 변경할 수 있으므로 작동 유연성이 높습니다. 그러나 레이저 커팅 머신은 때로는 둥근 구멍을 자르고 때로는 라운드가 아닙니다. 장비 또는 프로세스의 정확성에 문제가 있습니까? 레이저 커팅 머신으로 자른 비 원형 구멍을 해결하는 방법은 무엇입니까? Lapion 레이저 제출 ls.
1. 광섬유 레이저 절단기의 하드웨어를 확인하십시오 : 빔, 렌즈, 노즐 등의 문제가 있는지 여부
2. 서보 모터가 있는지 확인하십시오섬유 레이저 절단기또는 절단 머리가 느슨합니다.
3. 광섬유 레이저 절단기의 광 강도가 제대로 조정되어 판금 레이저 가공의 끝이 겹치지 않도록합니다. 일반적으로 최대 광 강도와 최소 광 강도의 차이는 5 %를 초과해서는 안되며 속도는 너무 많이 조정해서는 안됩니다. 빠른. 너무 빠르면 프레임이 건너 뜁니다. 결과가 겹치지 않습니다.

1. 불고 공기 압력이 적합하지 않다는 것 일 수 있습니다.
블로잉 프로세스 중에 공기 압력이 너무 낮 으면 판금 스크랩 및 탄화가 판금 레이저 가공에서 발생합니다. 압력이 너무 높으면 구멍을 버리는 것이 쉽습니다. 따라서 이것은 판금 마스터와 섬유 레이저 커팅 머신 사이의 완벽한 협력을 필요로하며, 경험을 바탕으로 적절한 공기 압력을 선택하여 둥근 구멍을 더 가득 차게합니다.
2. 시스템 매개 변수가 잘못되었는지 확인하십시오
원형 구멍은 때로는 타원형 또는 불규칙한 것처럼 보입니다. 이것은 XY 축 이동의 불일치와 관련이 있습니다. XY 축 이동 불일치의 직접적인 원인은 서보 모터 파라미터의 부적절한 조정이다. 따라서, 섬유 레이저 절단기 판금 금속 레이저 가공 원형 구멍 품질은 또한 서보 모터에 대한 특정 요구 사항을 갖는다.
3. 가이드 레일 및 리드 스크류의 정밀 오차로 인해 발생할 수 있습니다.
가이드 레일의 정밀 오차와 섬유 레이저 절단기의 리드 나사는 원형 구멍의 정밀도가 예상에 도달하지 못하도록 직접적으로 발생합니다. 이것은 섬유 레이저 절단기 제조업체의 강도와 관련이 있습니다. 실제 판금 레이저 가공 공정에서 레이저 드릴링의 품질과 효과가 떨어지며 제품의 부가 가치에 영향을 미칩니다. 따라서 고품질 및 대형 브랜드 광섬유 레이저 커팅 머신을 선택하는 것이 매우 필요합니다.
4. 파이버 레이저 절단기로 자른 원형 구멍이 너무 작습니다.
파이버 레이저 커팅 머신으로 둥근 구멍을 절단하기위한 최상의 솔루션은 둥근 구멍 비율 1 : 1이며, 이는 판 두께에 대한 조리개의 비율이 1 : 1입니다. 물론,이 비율은 조리개가 클수록 컷 라운드 구멍의 품질이 높아지는 것을 의미합니다. 그렇지 않으면 섬유 레이저 절단기의 에너지가 불충분 할 때, 작은 구멍은 잔류 한 파손을 겪고 둥근 구멍은 둥글지 않습니다.
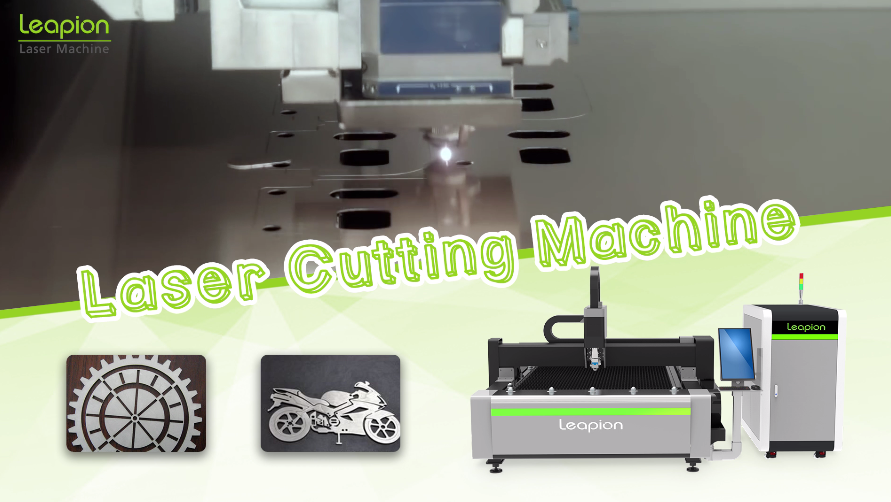
요즘, A.를 사용하여레이저 절단기금속 플레이트 및 금속 튜브에서 둥근 구멍을 뚫는 것은 판금 레이저 가공에서 매우 일반적인 공정입니다. 레이저 절단기가 작동하는 한 둥근 구멍을 둥글게 잘라낼 수 있습니다. 레이저 커팅 머신에 대한 전문적인 질문에 대해 더 알고 싶다면 Lapion Laser에 문의하십시오.